

Ijraset Journal For Research in Applied Science and Engineering Technology
Optimization of Process Parameters in Wire-EDM of AL6063-T6 Alloy Using Taguchi DOE
Authors: Dr. N Satyanarayana, Mr. M. Veeranjaneyulu, SK. Muzzammil Pasha, T. Doloknath, N. Srinivasa Rao, T. Vineeth, A. Sai Ram
DOI Link: https://doi.org/10.22214/ijraset.2022.44651
Certificate: View Certificate
Abstract
Wire-EDM is a controlled machining process used to produce geometrically intricate shapes with great accuracy and good surface finish that are difficult to machine with the help of conventional machining processes. Work has been done to study parametric optimization in wire-EDM machining of AL6063-T6 alloy. The input process parameters such as pulse on time (Ton), pulse off time (Toff), wire tension (WT), wire feed (WF) and dielectric flushing pressure (WP) with the performance parameters as surface roughness (Ra) and material removal rate (MRR). L8 orthogonal array (OA) of matrix developed by Taguchi was used for design of experiment and data analysis by implementing S/N ratios, ANOVA, and response optimization to predict values of control factors at optimum conditions of Ra and MRR.
Introduction
I. INTRODUCTION
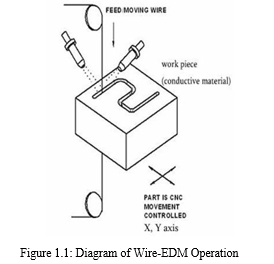
Wire EDM machining (Electrical Discharge Machining) is an electro thermal production process where a thin single strand metal wire, along with de-ionised water (used to conduct electricity) allows the wire to cut through metal by the use of heat from electrical sparks.
Wire EDM machining works by creating an electrical discharge between the wire or the electrode and the work piece. As the spark jumps across the gap, material is then removed from the work piece and the electrode. Due to the inherent properties of the process, Wire EDM can easily machine complex parts and precision components out of hard conductive materials.
To stop the sparking process from shorting out, a non-conductive fluid or dielectric is also used in the process. The waste material is removed by the dielectric, and the process continues. there’s no mechanical contact between the electrode wire and the workpiece, and thus, it eliminates the mechanical stress throughout wire-cut EDM operation. In order to achieve the specified two-dimensional and three-dimensional complicated shapes on electrically conductive parts, the electrode wire movement is controlled numerically.
Quality is becoming a significant trend in today’s growing automobile industry. In the field of metal cutting operations, the surface roughness is becoming more dominant parameter as per as the quality of the component is considered. There are various parameters in wire-cut EDM process like current, voltage, pulse on-time, pulse off-time, wire material, wire feed rate, wire tension and dielectric fluid which effects the machining performance.
Manufacturing the parts of high quality at high production efficiency is the main objective of WEDM process. Selecting the appropriate machining parameter for high quality product is very difficult. This work investigates and optimizes the potential process parameters influencing the MRR, and surface roughness while machining AL6063-T6 alloy using WEDM process. This work involves study of the relation between the various input process parameters like pulse-on time (Ton), pulse-off time (Toff), wire tension (WT), wire feed (WF) and dielectric flow flushing pressure (WP). The Taguchi method, a powerful experimental design tool, uses a simple, effective, and systematic approach for deriving the optimal machining parameters.
The Material Removal Rate (MRR) is the rate at which the cross-section area of material removed per unit of time. It is determined using Equation (1), which involves the following parameters such as spark gap, the diameter of a wire, the thickness of the workpiece, the distance covered by the tool and time required for machining the one complete profile.
MRR = (2????G + ????) × ???? × ????/????, mm3 /min (1)
Here, SG is the spark gap in millimetres, t is the thickness of workpiece in millimetres, T is the time taken to cut one profile in minutes, D is the diameter of the wire in millimetres and L is the distance covered by the tool to cut one profile in millimetres.
the surface roughness (Ra) is the measure of irregularities occurred on the machined surface during wire-cut EDM and it is determined by measuring the peripheral of machined surface with surface roughness tester.
II. LITERATUR REVIEW
Many researchers have investigated the consequences of varied wire-cut EDM process parameters on different materials. For example, Anand Babu KUMBA et.al. The wire-cut EDM parameters setting were determined using Taguchi's methodology and results showed the optimized process parameters for obtaining best output responses corresponding to material removal rate and surface roughness. [1]. Kosaraju Satynarayana et.al. Present paper deals with the reviews of the researchers that have been performed over cryogenic treated WEDM process. Effect of performance characteristics like pulse on, pulse off, current, voltage, wire tension, wire feed is discussed with relation to material removal rate, tool wear rate and surface roughness evolved. [2]. G. Rajyalakshmi et. al. optimization of process parameters in WEDM performed on Inconel825 alloy. Grey relational analysis was implemented on performance characteristics such as material removal rate, surface roughness and spark gap. [3]. Mahesh Muley et.al. The input parameter for were selected as Peak current, pulse on time & pulse off time while the output parameter was selected as MRR and the surface roughness. Aluminium 6082 Grade material is used as a specimen and the research methodology implemented for the research work is Taguchi and ANOVA. [4]. Bisaria, H et.al. work investigates different variants of EDM for machining the wide range of MMCs.
The effect of process parameters (spark gap, pulse current, duty cycle etc.) on response parameter such as material removal rate (MRR), tool wear rate (TWR), surface finish (SR) etc. [5]. T Rao et.al. the paper describes an optimum cutting parameter for Titanium Grade5 (Ti-6Al-4V) using Wire-cut EDM. The experimentation has been done by using Taguchi’s L25 orthogonal array (OA) under different conditions of process parameters. Regression equation is developed for MRR and Ra, the optimum parameters are obtained by using Taguchi method. [6].
Pradeep K Singh et. al. output parameter which is to be optimized is dimensional deviation on EN8 steel and input parameters are wire feed, pulse off time and servo voltage. Taguchi method was used to optimize the parameter. L18 orthogonal array was used for statistical analysis. Minitab software was used to get optimum values. [7]. S. S. Babu et.al. the design of experiment is based on Taguchi L9 orthogonal array on SS304 steel. ANOVA is used to analyse the results obtained. Diffused wire gives more MRR as compare to the brass wire. [8].
B. Sivaraman, et.al. the effect of various control parameters on the response parameters were studied on TITANIUM. [9]. Faiyaz Kausar et.al. the study based on WEDM parameters like pulse on time, pulse off time, peak current and voltage on surface roughness with the material EN36. [10]. A. Muniappan et.al. Aluminium based hybrid metal matrix composites (Al6061/SiC/Gr) have been successfully fabricated by stir cast method by addition of reinforcement combined with preheating of particulates. Taguchi technique is effectively utilised to analyse the process parameters on performance characteristics in a wire electrical discharge machining of Al6061 hybrid. [11] Response surface methodology coupled with grey relation analysis method has been proposed and used to optimise the machining parameters of WEDM. A face centred cubic design is used for conducting experiments on high-speed steel (HSS) M2 grade workpiece material. [12].
III. WORK METHODOLOGY
Taguchi technique is effectively utilised to design experiments and analyse the process parameters on performance characteristics in a wire-EDM of AL6063-T6 alloy to achieve the following objectives.
- To find the significant factors and estimate %of contribution on the responses Ra and MRR.
- To study the effect of process parameters on the responses Ra and MRR.
- To optimize the responses Ra and MRR with various combinations of process parameters.
A. Design of Experiments
L8 Orthogonal Array of matrix (5factor, 2 level array) was used for design and conduct experiments. The selected factors and matrix assignment is given in Table 3.1 and 3.2.
|
S.no. |
Independent Variables |
Notation |
Units |
Levels |
|
|
L1 |
L2 |
||||
|
1 |
Pulse on-time |
Ton |
µs |
4 |
8 |
|
2 |
Pulse off-time |
Toff |
µs |
7 |
14 |
|
3 |
Wire tension |
WT |
N |
7 |
14 |
|
4 |
Wire feed |
WF |
mm/min |
4 |
6 |
|
5 |
Flushing pressure |
WP |
Kg/cm2 |
2 |
6 |
Table 3.1: Selected factors and their levels for machining of AL6063-T6
|
Expt. N |
A |
B |
C |
D |
E |
T on |
T off |
WT |
WF |
WP |
|
|
|
|
|
|
|
µs |
µs |
N |
mm/min |
Kg/cm2 |
|
E1 |
1 |
1 |
1 |
1 |
1 |
4 |
7 |
7 |
4 |
2 |
|
E2 |
1 |
1 |
1 |
2 |
2 |
4 |
7 |
7 |
6 |
6 |
|
E3 |
1 |
2 |
2 |
1 |
1 |
4 |
14 |
14 |
4 |
2 |
|
E$ |
1 |
2 |
2 |
2 |
2 |
4 |
14 |
14 |
6 |
6 |
|
E5 |
2 |
1 |
2 |
1 |
2 |
8 |
7 |
14 |
4 |
6 |
|
E6 |
2 |
1 |
2 |
2 |
1 |
8 |
7 |
14 |
6 |
2 |
|
E7 |
2 |
2 |
1 |
1 |
2 |
8 |
14 |
7 |
4 |
6 |
|
E8 |
2 |
2 |
1 |
2 |
1 |
8 |
14 |
7 |
6 |
2 |
Table 3.2: Assigning selected factors to L8-Orthogonal Array for machining of Al6063-T6
B. Machine setup
An Excetek EX400 EX Series Submerged Type CNC wire-cut EDM Machin was used to conduct experiments. It is made of high-quality materials and runs smoothly with maximum efficiency and precision. This machine is used by a high production unit to maximum output. It is equipped with specifications as 0.15-0.3mm wire diameter etc…
C. Wire Electrode
A milscut brass wire of diameter 0.25mm by MANAN Associates was used for cutting of work-piece.
D. Work-piece
Aluminium alloy AL6063-T6 of 20mm thick plate of 130x80mm is used as work-piece material for cutting.
E. Ra - Measurement System
The response surface roughness (Ra) was measured using Taylor Hobson Suftronic 3+ Surface Profilometer, shown in Figure 3.1.
IV. ANALYSIS AND DISCUSSUON
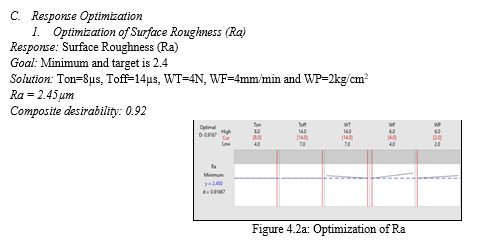
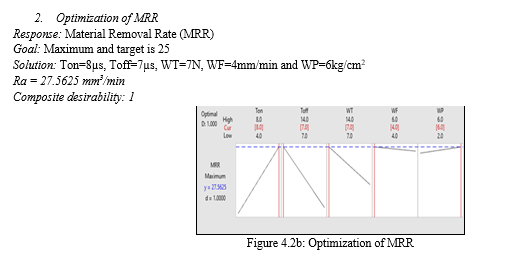
Taguchi Analysis of S/N ratios was used to find the significant factors and ANOVA was used, to determine the statistical significance and percent contribution of these factors on Ra and MRR. Response optimization technique was used to optimise the machining parameters of WEDM. In Taguchi analysis, the lower-the-better solution is chosen for surface roughness and the higher-the-better solution is chosen for MRR, because the target of the current work is to lower the Ra and higher the MRR.
|
Expt. No. |
Surface roughness |
Material removal rate |
S/N Ratios of Ra |
S/N Ratios of MRR |
|
µm |
mm3/min |
mm |
Mm/min |
|
|
E1 |
2.6 |
23.25 |
-8.29947 |
27.3285 |
|
E2 |
2.8 |
23.25 |
-8.94316 |
27.3285 |
|
E3 |
2.4 |
17.25 |
-7.60422 |
24.7358 |
|
E4 |
2.8 |
17.5 |
-8.94316 |
24.8608 |
|
E5 |
2.8 |
25 |
-8.94316 |
27.9588 |
|
E6 |
2.4 |
25 |
-7.60422 |
27.9588 |
|
E7 |
2.4 |
24.25 |
-7.60422 |
27.6942 |
|
E8 |
3.0 |
23 |
-9.54243 |
27.2346 |
Table 4.1: Result data of surface roughness, MRR and S/N ratios of Ra and MRR
A. Taguchi Analysis
- Ra vs. Process Parameters
Smaller is better
|
Level |
Ton |
Toff |
WT |
WF |
WP |
|
1 |
-8.448 |
-8.448 |
-8.597 |
-8.113 |
-8.263 |
|
2 |
-8.424 |
-8.424 |
-8.274 |
-8.758 |
-8.608 |
|
Delta |
0.024 |
0.024 |
0.324 |
0.645 |
0.346 |
|
Rank |
4.5 |
4.5 |
3 |
1 |
2 |
Table 4.2a: Response Table for Signal to Noise Ratios
|
Level |
Ton |
Toff |
WT |
WF |
WP |
|
1 |
2.650 |
2.650 |
2.700 |
2.550 |
2.600 |
|
2 |
2.650 |
2.650 |
2.600 |
2.750 |
2.700 |
|
Delta |
0.000 |
0.000 |
0.100 |
0.200 |
0.100 |
|
Rank |
4 |
5 |
2 |
1 |
3 |
Table 4.2b: Response Table for Means
Through the mean response table, as in Table 4.2, it is observed that the wire feed (WF) is ranked one. As consequently, wire feed is the highly influential parameter for getting the minimum Ra followed by wire tension (WT), flushing pressure (WP), pulse on time (Ton) and pulse off time (Toff).
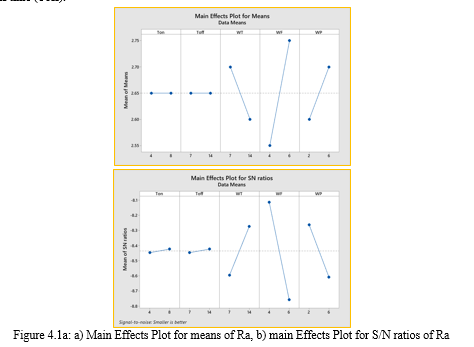
Figure 4.1a shows the Main Effects Plot for means and S/N ratios of Ra. From this figure it is observed that, the response Ra is minimum at higher level of wire tension, lower level of wire feed, flushing pressure and at mean level of pulse on time and pulse off time.
2. MRR versus Process Parameters
Larger is better
|
Level |
Ton |
Toff |
WT |
WF |
WP |
|
1 |
26.06 |
27.64 |
27.40 |
26.93 |
26.81 |
|
2 |
27.71 |
26.13 |
26.38 |
26.85 |
26.96 |
|
Delta |
1.65 |
1.51 |
1.02 |
0.08 |
0.15 |
|
Rank |
1 |
2 |
3 |
5 |
4 |
Table 4.3a: Response Table for Signal to Noise Ratios
|
Level |
Ton |
Toff |
WT |
WF |
WP |
|
1 |
20.31 |
24.13 |
23.44 |
22.44 |
22.13 |
|
2 |
24.31 |
20.50 |
21.19 |
22.19 |
22.50 |
|
Delta |
4.00 |
3.63 |
2.25 |
0.25 |
0.38 |
|
Rank |
1 |
2 |
3 |
5 |
4 |
Table 4.3b: Response Table for Means
Through the mean response table, as in Table 4.3, it is observed that the pulse on time (Ton) is ranked one. As consequently, pulse on time is the highly influential parameter for getting the maximum MRR followed by pulse off time (Toff), wire tension (WT), flushing pressure (WP) and wire feed (WF).
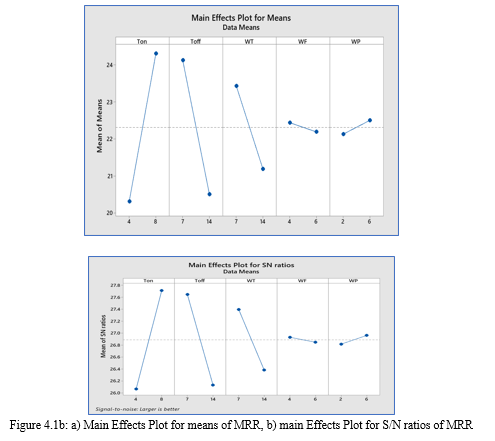
Figure 4.1b shows the Main Effects Plot for means and S/N ratios MRR. From this figure it is observed that, the response MRR is maximum at higher level of pulse on time, flushing pressure and lower level of pulse off time, wite tension and wire feed.
B. Anova
- Ra vs. Process Parameters
From Table 4.4a, it is found that wire feed (WF) shows higher percent contribution among all parameters in Ra response. Hence wire feed is found as most influential process parameter on Ra response (21.05%), followed by the wire tension (5.26%), flushing pressure (5.26%), pulse on time (0.00%) and pulse off time (0.00%). From the ANOVA results, it is observed that the pulse on time and pulse off time process parameters have the least significance to vary the Ra.
|
Source |
DF |
Adj SS |
Adj MS |
F-Value |
P-Value |
& Of C |
|
Model |
5 |
0.120000 |
0.024000 |
0.18 |
0.944 |
31.58 |
|
Linear |
5 |
0.120000 |
0.024000 |
0.18 |
0.944 |
|
|
Ton |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
0.00 |
|
Toff |
1 |
0.000000 |
0.000000 |
0.00 |
1.000 |
0.00 |
|
WT |
1 |
0.020000 |
0.020000 |
0.15 |
0.733 |
5.26 |
|
WF |
1 |
0.080000 |
0.080000 |
0.62 |
0.515 |
21.05 |
|
WP |
1 |
0.020000 |
0.020000 |
0.15 |
0.733 |
5.26 |
|
Error |
2 |
0.260000 |
0.130000 |
|
|
|
|
Total |
7 |
0.380000 |
|
Model % is 31.58 |
||
Table 4.4a: ANOVA for Ra vs. Process parameters
2. MRR vs. Process Parameters
|
Source |
DF |
Adj SS |
Adj MS |
F-Value |
P-Value |
%Of C |
|
Model |
5 |
68.8125 |
13.7625 |
67.75 |
0.015 |
99.41 |
|
Linear |
5 |
68.8125 |
13.7625 |
67.75 |
0.015 |
|
|
Ton |
1 |
32.0000 |
32.0000 |
157.54 |
0.006 |
46.23 |
|
Toff |
1 |
26.2812 |
26.2812 |
129.38 |
0.008 |
37.97 |
|
WT |
1 |
10.1250 |
10.1250 |
49.85 |
0.019 |
14.63 |
|
WF |
1 |
0.1250 |
0.1250 |
0.62 |
0.515 |
0.18 |
|
WP |
1 |
0.2812 |
0.2812 |
1.38 |
0.360 |
0.41 |
|
Error |
2 |
0.4063 |
0.2031 |
|
|
|
|
Total |
7 |
69.2188 |
|
Model % is 99.41 |
||
Table 4.4b: ANOVA for MRR vs. Process Parameters
From Table 4.4b, it is found that pulse on time (Ton) shows higher percent contribution among all parameters in MRR response. Hence pulse on time is found as most influential process parameter on MRR response (46.23%), followed by the pulse off time (37.97%), wire tension (14.63%), flushing pressure (0.41%) and wire feed (0.18%). From the ANOVA results, it is observed that the flushing pressure and wire feed process parameters have the least significance to vary the MRR.
Conclusion
In this paper, an application of Taguchi method, ANOVA, Response optimization is employed to investigate the effects of process parameters on surface roughness and material removal rate in wire-cut EDM of AL6063-T6 alloy. The following conclusions might be drawn based on the results of the current investigation 1) Wire feed, wire tension and dielectric flushing pressure are the most significant factors on the response surface roughness. Pulse on-time, pulse off-time are not significant. Percentage of contribution by the factors as wire feed (21.05%), wire tension (5.26%), flushing pressure (5.26%), pulse on time (0.00%) and pulse off time also (0.00%). 2) Pulse on-time, pulse off-time and wire tension are the most significant factors and wire feed and flushing pressure are not significant for the response MRR. Percentage contribution by the factors as pulse on time (46.23%), pulse off time (37.97), wire tension (14.63%), flushing pressure (0.41%) and wire feed (0.18%). 3) As increasing the wire tension and as decreasing wire feed and flushing pressure then Ra is decreasing. As increasing or decreasing pulse on, off-time there is no change in Ra. 4) As increasing pulse on-time, flushing pressure and as decreasing pulse off-time, wire tension, wire feed then MRR is increasing. 5) The response surface roughness is optimized to minimum with the parametric combination of higher level of pulse on-time, pulse off-time, wire tension and lower level of wire feed and dielectric flushing pressure. 6) The response MRR is optimized to maximum with the parametric combination of higher level of pulse on-time, flushing pressure and lower level of pulse off-time, wire tension and wire feed.
References
[1] Anand Babu KUMBA, Venkata RAMAIAH P, “Optimization in Wire-cut EDM of Aluminum Hybrid Metal Matrix Composite Using Taguchi Coupled Deng’s Similarity Based Approach”, ISSN:1454-2358, U.P.B Sci. Bull., Series D, Vol. 81, Issue. 3, 2019. [2] Kosaraju Satynarayana, Kumkuma Rajkiran, Pujari Anil Kumar, D Chakradhar, “A Role of Cryogenic in Wire-cut EDM Process”, E3S Web of Conferences 184, 01067 (ICMED2020). [3] G. Rajyalakshmi and P. V. Ramaiah,” Optimization of Process Parameters of Wire Electrical Discharge Machining on Inconel825 using Grey Relational Analysis Coupled with Principal Component Analysis”, IJAER, ISSN:0973-4562, Vol. 8, Issue 11, 2013. [4] Mahesh Muley et.al., “Optimization of Wire-cut Electro Discharge Machining Process Parameters for Aluminum 6082 by using Taguchi Technique”, IJRASET.2021.39723 [5] BISARIA, H & SHANDILYA< P, “Machining of Metal Matrix Composites by EDM and its Variants: A Review”, DAAAM International Scientific Book 2015, pp267-282, chapter23. [6] T Rao, N Selvaraj, “Optimization of WEDM Process Parameters on Titanium Alloy Using Taguchi Method”, Materials Science, Published 2013. [7] Pradeep K Singh, A Chaudhary, A Rana, Experimental Investigation of Wire-EDM to Optimize Dimensional Deviation of EN8 Steel through Taguchi’s Technique”, Material Science, Published 2015. [8] S. S. Babu, K. Rajagopal, “Analytical Investigation of Material Removal Rate during WEDM and the Effect of Process Parameters on it”, Materials Science, Published March 2017. [9] B Sivaraman, C Eswaramurthy, E P Shanmugham, “Optimal Control Parameters of Machining in CNC Wire-Cut EDM for Titanium”, Materials Science, Published 2015.µ [10] Faiyaz kausar, Sushil Kumar et.al.,” Optimization of Machining Parameter for Surface Roughness on WEDM of En 36 Alloy Steel”, Materials Science, Published 2015. [11] A. Muniappan, C. Thiagarajan, P. V. Senthiil, V. Jayakumar and T. Shaafi, “Effect of Wire-EDM Process Parameters on Cutting Speed of AL6061 Hybrid Composite”, IJMET, ISSN: 0976-6340, Vol. 8, Issue 10, October-2017. [12] Amit Kumar, Tarun Soota, Jitendra Kumar, \"Optimization of Wire-cut EDM process parameter by Grey-based response surface methodology”, JIEI, (2018) 14:821-829. [13] N. Tosun, C. Cogun and H. Pihtili, “The Effect of Cutting Parameters on Wire Crater Sizes in Wire EDM”, Advanced Manufacturing Technology, (2003) 21:857-865 [14] H. Singh, R. Garg, “Effects of Process Parameters on Material Removal Rate in WEDM”, Journal of Achievements in Materials and Manufacturing Engineering, Vol. 32, Issue 1, January 2009. [15] Mohd Ahadlin, Mohd Daud, Mohd Zaidi Omar, Junaidi Syarif, Zainuddin Sajuri, “Effect of Wire-EDM Cutting on Fatigue Strength of AZ61 Magnesium Alloy” Journal Mekanikal, June 2010, No. 30, 68-76.
Copyright
Copyright © 2022 Dr. N Satyanarayana, Mr. M. Veeranjaneyulu, SK. Muzzammil Pasha, T. Doloknath, N. Srinivasa Rao, T. Vineeth, A. Sai Ram. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET44651
Publish Date : 2022-06-21
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online