

Ijraset Journal For Research in Applied Science and Engineering Technology
Parametric Optimization of PMEDM Process with Aluminium Oxide Powder Suspended Dielectric for Copper Electrodes
Authors: B. S. Dinesh, M. Eswar Arunachalam, A. Dinesh Kumar, S. Rajamanickam
DOI Link: https://doi.org/10.22214/ijraset.2022.40378
Certificate: View Certificate
Abstract
Electrical Discharge Machining is a commercially utilized technique for manufacturing of various shapes of materials that serve as the base material in a wide range of industries. This report presents the results of the experimental studies carried out on the influence of Powder Mixed Electrical Discharge Machining (PMEDM) input parameters on the various attributes of EDM process while using EDM oil and vegetable oil as dielectric fluid. The experiments performed under the designed full factorial procedure. Machining features, embracing material tool wear ratio, material removal rate and over cut with Ti-6Al-4V as workpiece are the parameters that were assessed in the study. The EDM input parameters - Peak Current, Duty factor and Gap voltage were studied. The results of this study could be utilized in the selection of optimum process parameters to achieve the desired EDM efficiency, surface roughness, and surface integrity when machining Ti-6Al-4V workpiece.
Introduction
I. INTRODUCTION
Electrical discharges machining (EDM) is one among the important manufacturing processes used for various industries such as automobile and die industries. There is a significant rise in this application because of its capability to manufacture several complex geometrical shapes and its capability of machining materials irrespective of their hardness. However, they do have certain drawbacks such as not so tolerable surface finish and low efficiency in machining when compared to other non-conventional machining processes, thereby limiting its further applications. On the other hand, Powder mixed electrical discharge machining (PMEDM) is a relatively new material removal process undertaken to increase the efficiency during machining and to produce a good surface finish with the presence of powder mixed dielectric fluid. Researchers explained the working principle of powder mixed electrical discharge machining process. When a voltage is applied between the electrode and the workpiece, which is adjacent to each other with a certain distance between them, an electric field in the range of 105-107 V/m is created. The powder particles present within the spark gap gets energized. The charged particles are then accelerated by the electric field which was developed and they act as conductors. The conductive particles help in promoting breakdown in between the gap and simultaneously elevating the spark gap distance between the workpiece and the tool. Under the area of sparking, these particles come closer and then arrange themselves in chain-like structures between electrodes that are present. The interlocking which occurs in between different powder particles takes place as per the direction of current flow. This type of chain formation acts as a bridge for the discharge gap between electrodes, also results in lowering the insulation strength of the dielectric fluid. The easy short circuit creates early explosion in the gap causing series discharges under the electrode area. The occurrence of faster sparking within a discharge causes faster erosion from the workpiece surface and hence the material removal rate (MRR) increases. Within this instant, the added powder also alters the plasma channel, making it enlarged and widened. Thereby there is uniform distribution of sparksamong the powder particles channeling towards the reduced electric density of the spark. This also results in the production of shallow craters on the surface of the workpiece, thus improving the surface finish.
II. LITERATURE REVIEW
Jahan et al. on the topic ‘Effect of nano powder-mixed dielectric in micro-electro discharge machining of tungsten carbide’ presented a comprehensive analytical modeling of PMEDM process. Density, size, electrical and thermal conductivities are some of the critical characteristics of the powder particles that significantly affect PMEDM process [1]. Bhattacharya et al. on the topic of ‘Surface characterization and material migration during surface modification of die steels with silicon, aluminium oxide and tungsten powder in EDM process’ observed that there is enhanced spark frequency and easy removal of debris from the machining zone owing to theincreased electrical conductivity of the dielectric and the resulting extension of discharge gap in PMEDM [2].
A large volume of heat is removed from the discharge gap and subsequent reduction in the discharge density due to the high thermal conductivity of powder particles. Therefore, only shallow craters are formed on the workpiece surface [3, 4]. The number of surface cracks developed on the machined surface is proportional to the width and depth of the surface, as the intensity of discharge energy is reduced in PMEDM when compared to conventional EDM process [5,6]. The number of powder particles in the electrode gap at a given instant increases with the decrease in their size. As a consequence, overall discharge energy increases, but it is more evenly distributed in a larger area. Hence, energy density gets diminished. There are cases where multiple smaller craters are formedduring a single discharge. Also thematerial removal rate (MRR) and superior surface quality are inversely proportional to the size of powder particles used [7,8].
Yeo et al. on the topic ‘Effects of powder additives suspended in dielectric on crater characteristics for micro electrical discharge machining’ quoted the observation of a circular growth within the crater. This was said to be seen during powder-mixed µ- EDM process and was found to be due to the deposition of the powder material on the workpiece surface [9]. However, no such growth could be found during conventional EDM process. Low-density particles produced poor MRR as they mixed well with the dielectric and dissipated more heat to the dielectric. Hence, aluminum (Al) with highest thermal conductivity and the least density among the used powders produced the worst MRR . Wu et al. on the topic ‘Improvement of surface finish on SKD steel using electro- discharge machining with aluminum and surfactant added dielectric’ achieved excellent surface finish by mixing a surfactant (Polyoxythylene-20-sorbitan monooleate) along with Al powder in dielectric during the EDM of SKD 27 die steel. The added surfactant acted as a steric barrier to prevent the agglomeration of the powder particles [10]. Y. Zhanget al. on the topic ‘Investigation on the influence of the dielectrics on the material removal characteristics of EDM’ concluded that the usage of only surfactant as an additive causes reduction in the thickness of the recast layer as it increased the overall conductivity of the dielectric [11].
S. Rajamanickam and J. Prasanna, on the topic ‘Effect of Conductive, Semi- conductive and Non-conductive Powder- Mixed Media on Micro Electric Discharge Machining Performance of Ti-6Al-4V’ observed that the combined and individual characteristics of dielectric, powder, tool and workpiece material along with other machining parameters affect the PMEDM process significantly [12].
Apart from commercial EDM oils, kerosene and deionized water are widely used in PMEDM. The higher thermal conductivity and specific heat of pure water take away the heat from the machining zone resulting in a better cooling effect [13]. Previous works show that kerosene forms carbides and water forms oxides on the machined surface simultaneously. Carbides require more thermal energy to melt compared to oxides. Hence, higher MRR and lesser TWR were applied with deionized water than kerosene as dielectric. But kerosene produces better surface finish [14]. Usage of emulsified water (water+ emulsifier+ machine oil) as the dielectric by Liu et al. on the topic ‘Use of SiC powder in water as dielectric for micro-slit EDM machining’ observed to produce higher MRR and better surface quality than pure kerosene [15]. This was attributed to the increase in overall electrical conductivity of the dielectric due to the ionization of water soluble anionic compound emulsifier present in the emulsified oil.
S. Assarzadeh, M. Ghoreishi on the topic ‘A dual response surface-desirability approach to process modeling and optimization of Al2O3 powder-mixed electrical discharge machining (PMEDM) parameters’ observed that the MRR was proportional to the pulse-on time and increased due to an increase in pulse energy [16]. Extended pulse-on time causes an expansion of the plasma channel resulting in the reduction of energy density and impact force. Thus, MRR is reduced at long pulse-on time. There is an initial decrease in micro- hardness of the machined surface, followed by subsequent rise with further increase in pulse- on time due to material transfer. There is consistent decrease in the TWR with the pulse-on time because of the time available for heat transfer from the molten crater to the body of the electrode. Works show that the carbon deposit on the electrode influenced and increased its wear resistance thus increasing the TWR [17, 18]. More overcut (OC) was observed with high pulse-on time owing to the large amount of material removed per spark [19, 20].
III. EXPERIMENTAL SETUP
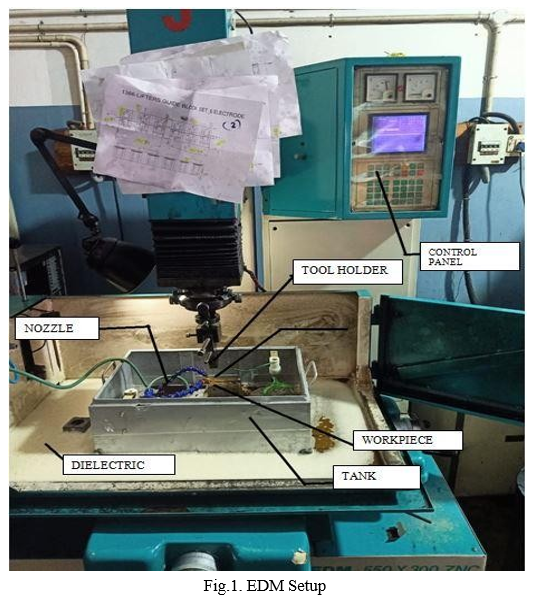
The beginning of this research involved arranging the Taguchi Modified L18 orthogonal array table as per our parameters to get an idea and plan the values. Next, we had to finalize the suitable abrasives and dielectrics which were needed to be mixed in the dielectric. Then a container was set to mix the dielectric and the abrasives in such a manner that they don’t leak into the actual EDM container present in the EDM shop. M- seal was applied on the edges of tank to prevent any leakage of abrasive mixed dielectric. Now this tank setup was used in place of EDM container as shown in Figure 1. The workpiece and tool were weighed and kept separately in covers to accurately measure their weight after machining. Each workpiece and tool was fit one by one in their respective fixtures.
Finally, the machining was started by setting up the required input parameters as per our values mentioned in Taguchi table and the machine was operated with those parameters. Once the machining was done, the workpiece and tool were removed from the EDM machine and oil was drained from tank. The final step was to weigh the workpiece and tool after machining to calculate MRR and TWR.
IV. WORKING PROCEDURE
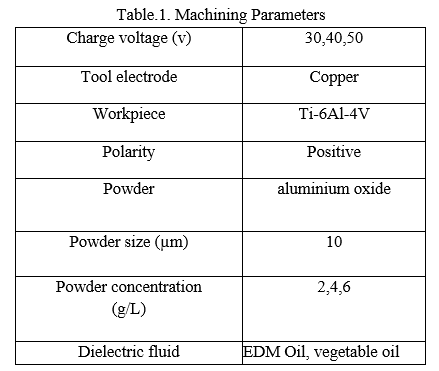
The workpiece and tool are first weighed before machining began. Now, the workpiece is held in the fixture to hold it tightly for machining. Next, the electrode is fixed in the tool holder present in the EDM. Now, the tank was set-up in EDM container space and the dielectric is filled in the container and abrasives are added. Now before machining starts, the required input parameters for taking the first reading is set-up on the control panel provided in EDM and now the machining process is started. The abrasives were added as per concentration level of 2g/l, 4g/l and 6g/l. The time was noted during machining of a single workpiece for calculating MRR and TWR. Once the machining is done, the workpiece is removed and the next workpiece is inserted and the above steps were repeated with different dielectric and input parameters. For calculating MRR, the workpiece which was weighed before is now weighed after machining and the values are substituted in the formula for MRR. For calculating TWR, the tool which was weighed before is now weighed after machining and the values are substituted in the formula for TWR. Finally, once every process was done, the EDM machine is switched off. The tank setup was removed from the EDM container space and calculations are done. The workpiece is then taken for SEM analysis to check the surface and observe how the abrasives have affected the surface of the workpiece.
V. RESULTS AND DISCUSSION
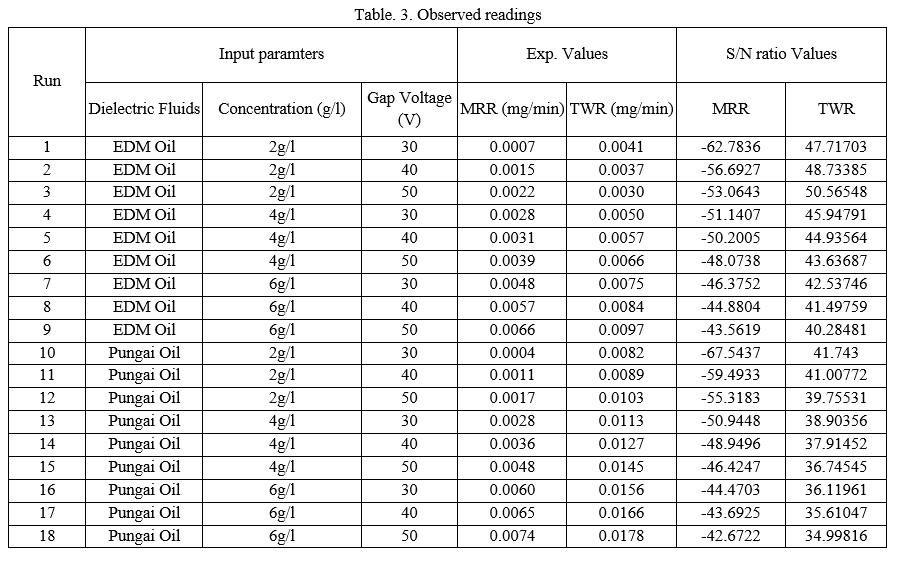
The experiment was conducted with varying several input parameters and the below Table 3 shows the values of each parameter along with the calculated MRR and TWR that has been obtained during the process. These values were then added to MINITAB for obtaining the graphs for analytical purpose.
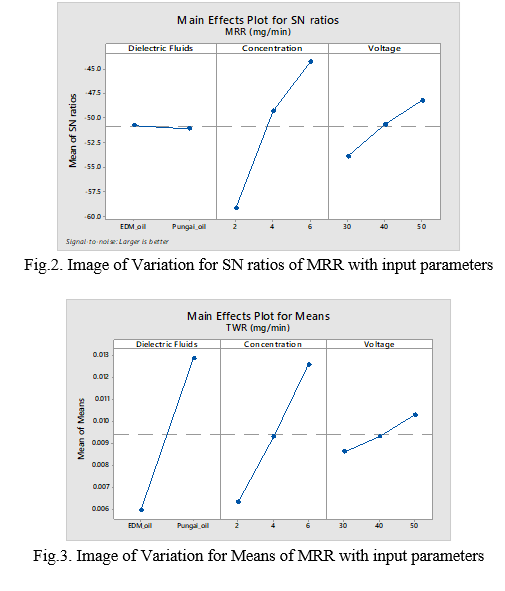
A. Variation for SN Ratios of MRR with Input Parameters
From Fig 2 and Fig 3 obtained by the statistical analysis, it is evident that there is an average significant increase in MRR with increase in gap voltage. MRR decreased constantly when shifted to vegetable oil from EDM oil. But in case of concentration, MRR gave a drastic increase in the concentration of abrasives.
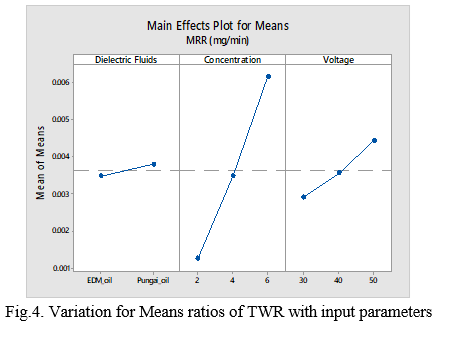
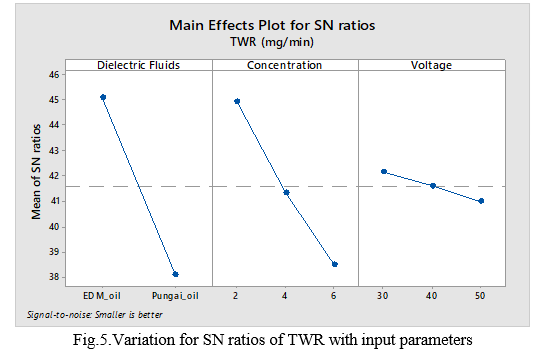
B. Variation for SN Ratios of TWR with Input Parameters
From Fig. 4 and Fig. 5 obtained by the statistical analysis, it can be observed that there is a decrease in TWR with increase in gap voltage. TWR increased constantly in vegetable oil. In case of concentration, MRR gave a drastic decrease with increase in the concentration of abrasives
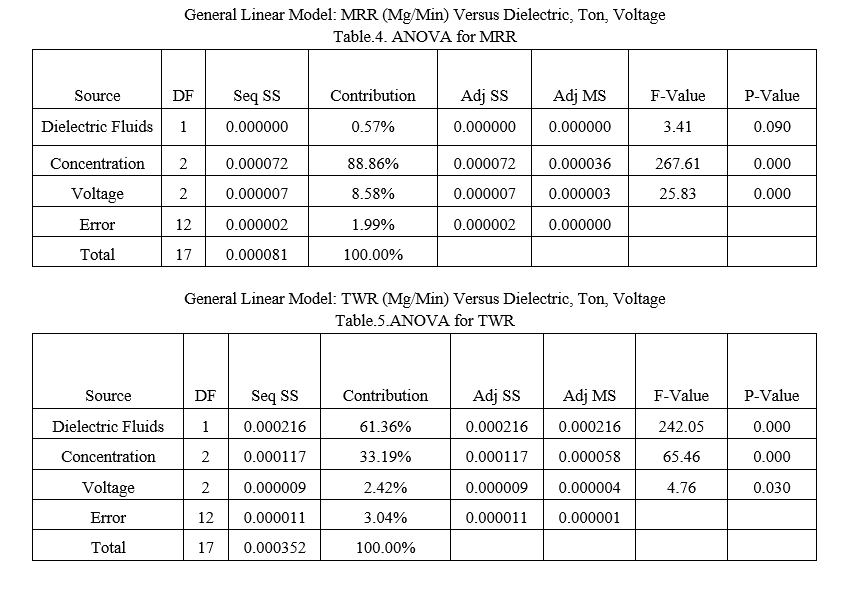
C. Analysis of Variance
The analysis of variance method was applied in order to evaluate the effect of the input parameters on the responses, as well as to test the adequacy of the proposed model. The analysis was performed considering the assumption of variances. Certain other assumptions are to be defined, like nullhypothesis when all means are equal and alternative hypothesis when at least one mean is different. The significance of an input parameter depends on its p-value which should be greater than 0.10 as the confidence interval is considered to be 90%.
D. SEM Analysis
- SEM Analysis for workpiece
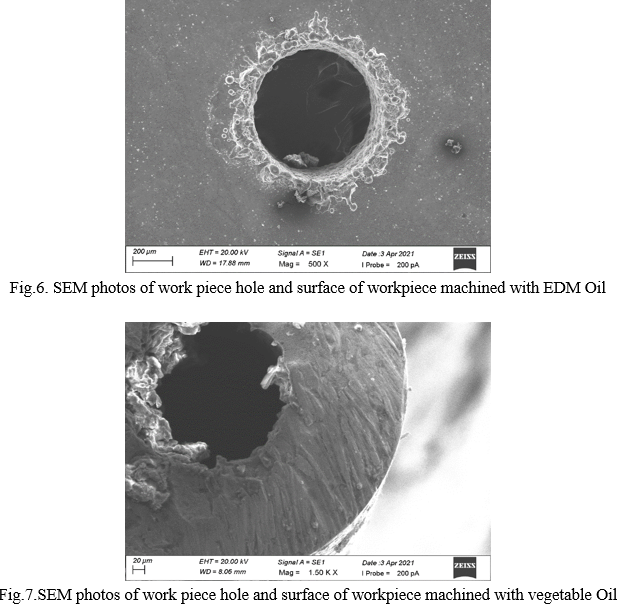
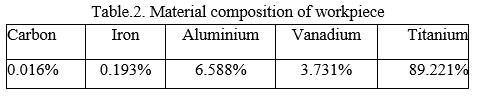
The Scanning Electron Microscopy (SEM) photographs of the machined hole and the surface of workpiece at the optimal parametric setting for PMEDM are shown in Figures 6 and 7. It can be seen that a much smoother machined surface was obtained in aluminium oxide- based PMEDM with EDM Oil as dielectric when compared to that of the micro hole acquired through PMEDM with vegetable oil as dielectric. The reason is easy flushing of after- process debris and effective dispersion of melted work piece due to evaporation explosion of the oil.
2. SEM Analysis for Tool
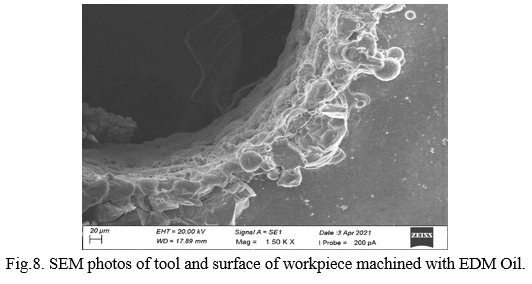
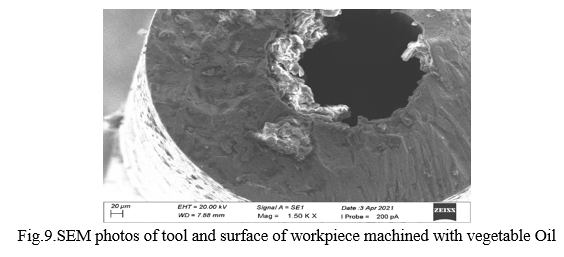
The SEM photographs showed the surface of tool machined with EDM oil and vegetable oil. From this we can infer that the tool wear is more in the tool used with vegetable oil when compared with the tool used with EDM oil.
Conclusion
Findings indicate that MRR was more and TWR was less while using EDM oil as dielectric when compared with vegetable oil. The MRR showed good improvement while using EDM oil with aluminium oxide powder having the concentration of 6g/l and gap voltage of 50V and TWR showed good improvement while using EDM oil with aluminium oxide powder having the concentration of 2g/l and gap voltage of 50V when compared with the results of vegetable oil with aluminium oxide powder.
References
[1] Jahan, M.P., Rahman, M., Wong, Y.S. (2010). Modelling and experimental investigation on the effect of nanopowder- mixed dielectric in micro-electrodischarge machining of tungsten carbide. The Proceedings of the Institution of Mechanical Engineers, Part B: Journal of Engineering Manufacture, 224, 1725– 1299. [2] Bhattacharya, Batish, A., Kumar, N. (2013). Surface characterization and material migration during surface modification of die steels with silicon, aluminium oxide and tungsten powder in EDM process. Journal of Mechanical Science and Technology, 1, 17–112. [3] Fong, T.Y., Chen, F.C. (2005). Investigation into some surface characteristics of electrical discharge machined SKD-11 using powder- suspension dielectric oil. Journal of Materials Processing Technology, 170, 385–391. [4] Jabbaripour, B., Sadeghi, M.H., Shabgard, M.R., Faraji, H. (2013). Investigating surface roughness, material removal rate and corrosion resistance in PMEDM of r- TiAl intermetallic. Journal of Manufacturing Processes, 15, 117–166. [5] Hu, F.Q., Cao, F.Y., Song, B.Y., Hou, P.J., Zhang, Y., Chen, K. (2013). Surface properties of SiCp/Al composite by powder-mixed EDM. Proceedings of the Seventeenth CIRP Conference on Electro Physical and Chemical Machining, 1, 101–106. [6] Ming, Q.Y., He, L.Y. (1995). Powder- suspension dielectric fluid for EDM. Journal of Materials Processing Technology, 52, 44–54. [7] Kumar, K., Maheshwari, S., Sharma, C., Beri, N. (2011). Analysis of Machining Characteristics in Additive Mixed Electric Discharge Machining of Nickel-Based Super Alloy Inconel 718. Materials and Manufacturing Processes, 26, 1011–1018. [8] Tzeng, Y.F., Lee, C.Y. (2001). Effects of Powder Characteristics on Electro- discharge Machining Efficiency. International Journal of Advanced Manufacturing Technology, 17, 176–592. [9] Yeo, S.H., Tan, P.C., Kurnia, W. (2007). Effects of powder additives suspended in dielectric on crater characteristics for micro electrical discharge machining. Journal of Micromechanics and Microengineering, 17, N91–N31. [10] Wu, K.L., Yan, B.H., Huang, F.Y., Chen, S.C. (2005). Improvement of surface finish on SKD steel using electro-discharge machining with aluminum and surfactant added dielectric. International Journal of Machine Tools and Manufacture, 45, 22– 1201. [11] Zhang, Y., Liu, Y., Shen, Y., Ji, R., Li, Z., Zheng, C. (2014). Investigation on the influence of the dielectrics on the material removal characteristics of EDM. Journal of Materials Processing Technology, 214, 1052–1027. [12] Rajamanickam, S. and Prasanna, J. (2021). Effect of Conductive, Semi-conductive and Non-conductive Powder-Mixed Media on Micro Electric Discharge Machining Performance of Ti-6Al-4V. International Journal of Electrochemical Science, 1-4. [13] Kibria, G., Sarkar, B.R., Pradhan, B.B., Bhattacharyya, B. (2010). Comparative study of different dielectrics for micro- EDM performance during microhole machining of Ti-6Al-4V alloy. International Journal of Advanced Manufacturing Technology, 9, 521–210. [14] Liu, Y., Ji, R., Zhang, Y., Zhang, H. (2010). Investigation of emulsion for die sinking EDM. International Journal of Advanced Manufacturing Technology, 15, 119–129. [15] Chow, H.M., Yang, L.D., Lin, C.T., Chen, Y.F. (2008). The use of SiC powder in water as dielectric for micro-slit EDM machining. Journal of Materials Processing Technology, 195, 160–170. [16] Assarzadeh, S. and Ghoreishi, M. (2012). A dual response surface-desirability approach to process modeling and optimization of Al2O3 powder-mixed electrical discharge machining (PMEDM) parameters. International Journal of Advanced Manufacturing Technology, 64, 1459– 1121. [17] Zhang, Y., Liu, Y., Shen, Y., Ji, R., Li, Z., Zheng, C. (2014). Investigation on the influence of the dielectrics on the material removal characteristics of EDM. Journal of Materials Processing Technology, 214, 1052–1027. [18] Chen, Y.F. and Lin, Y.C. (2009). Surface modifications of Al-Zn-Mg alloy using combined EDM with ultrasonic machining and addition of TiC particles into the dielectric. Journal of Materials Processing Technology, 209, 4263–4
Copyright
Copyright © 2022 B. S. Dinesh, M. Eswar Arunachalam, A. Dinesh Kumar, S. Rajamanickam. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET40378
Publish Date : 2022-02-16
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online