

Ijraset Journal For Research in Applied Science and Engineering Technology
Experimental Study on Removing Wrinkle Defect
Authors: Mr. Sunny S. Ramteke, Dr. P. D. Kamble, Dr. U. P. Waghe
DOI Link: https://doi.org/10.22214/ijraset.2022.45138
Certificate: View Certificate
Abstract
Manufacturing is the process of turning raw materials or parts into finished goods through the use of tools, human labor, machinery, and chemical processing. In Aerospace industry, the most commonly used manufacturing process is sheet metal forming processes that helps in manufacturing the parts for tons of known and unknown purposes. Sheet metal forming process is done on a press and the parts are formed in between two die. It involves reshaping a metal while it is still in its solid state. Example of sheet metal forming process are bending, stretch forming, deep drawing, etc. But in aerospace industry, their exists some parts which occurs wrinkling defect while forming process, which is because of uncontrolled material flow into the die radius and no holding for the blank during forming , needs to be rectified. It is one of the major defects in sheet metal forming processes. It may become a serious obstacle to implementing the forming process and assembling the parts, and severe wrinkling may leads to break the part.
Introduction
I. INTRODUCTION
Sheet metal parts have been applied in various industrial sectors such as automobile, aerospace, and electrical equipment. In sheet metal forming usually a metal blank is plastically deformed into a useful part with a complex geometry. Bending, flanging, deep drawing, and stretch forming are examples of sheet metal forming processes. The overall objective is to form the part without any defects and within the required tolerances. Sheet metal forming process is a system and several parameters affect the final result. Wrinkling, which is formed by excessive compressive stresses, is one of the main failure modes and may lead to assembly problems in sheet metal forming process. There are many factors affecting wrinkling such as the mechanical properties of sheet material, geometry of the sheet and tooling, process parameters, and contact conditions. The control of wrinkling is difficult due to the complex deformation behavior of the sheet metal. Wrinkling is one of the key research problems in the sheet metal forming field. Deep drawing is a major sheet metal forming process. In this process, a mechanically applied force forms a flat sheet of material to a desired shape. In deep-drawing, wrinkling and cracks have to be avoided by control of material flow. Wrinkling is usually undesired in final sheet metal parts for functional and aesthetic reasons. It is unacceptable in the outer skin panels where the final part appearance is crucial. The quality of sheet metal component depends on the rate of flow of blank into the die cavity. By controlling the material flow rate, we can prevent the defects such as wrinkling. In deep drawing and stretch forming operations, generally the restraining force required to control the material flow is provided by either the blank holder or the draw beads. As a result, the tensile stresses are increased, material flow is controlled, and the formation of wrinkles is avoided. The restraining force is provided by the blank holder or draw bead to control the material flow rate and the force is created by friction between the blank & tooling. Blank holder, draw beads, type and amount of lubricant as well as shape and size of initial blank represent possibilities to influence material flow. The sheet metal is subjected to bending and unbending around the draw bead after the die closure. To produce an optimal part with the minimum use of material, the position, height & strength of draw bead can be modified. One of the most important parameters affecting the quality of the final part is lubrication conditions between the sheet and tool surfaces. By controlling the lubrication condition defects such as wrinkling, tearing, and tool wear can be reduced, in metal forming, especially in the deep drawing process, lubricants are used to reduce the friction between tool and work piece.
II. SUMMARY OF PART
LENGTH = 600 mm
WIDTH = 300 mm
THICKNESS = 1 mm
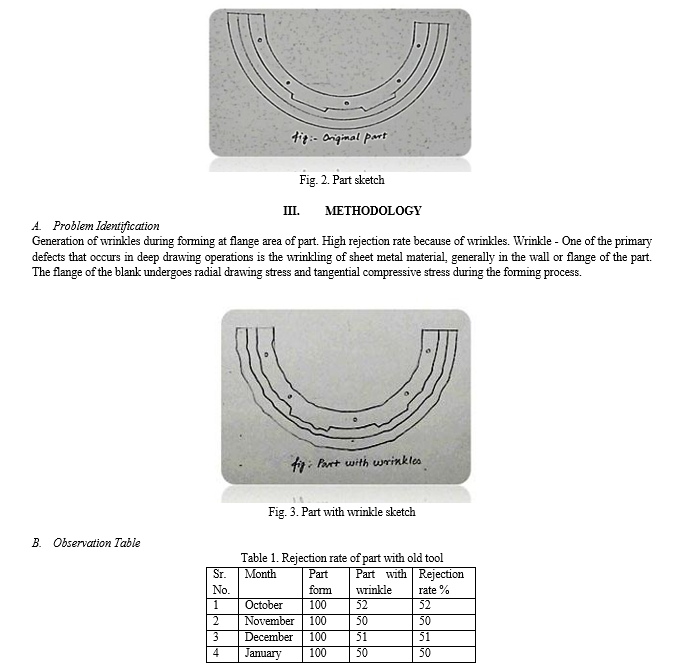
The name of the part is A4RMBLICH.The part is of the Section [19.1] .The part is of AIRBUS 320 family. It is the TAIL PART. The part is made up of Aluminum. The shape of the part is like a half moon. The parts has high rejection rate.
IV. LITERATURE REVIEW
“Naryansamy & Sowerby, stated that Wrinkling in sheet metal forming, with tearing, is one of the most important instabilities that occur in parts formed using stamp forming and deep drawing processes. This phenomenon limits the type of parts and geometries that can be formed using these techniques. An accurate model that could accurately predict the formation of wrinkling could also be used at the tooling design stage of parts of various shapes. ”
“Gasper Gantar , focused on the issues related to sheet metal forming such as determination of optimal product shape and optimal initial blank geometry, prediction of fracture, prediction of final sheet thickness, prediction of wrinkling, prediction of loads acting on the active tool surfaces, prediction of spring back and residual stresses in the product. The finite element method using numerical simulation was used to develop the process for the manufacture of defected less part. He used industrial examples for the research.
“A. V. Desai , optimized the draw bead location and thickness and strain variations were analyzed using finite element method for the panel header drawing blank holder to reduce the thinning effect of blank caused due to the forming process. ”
“Sandeep Patil, studied the effect of blank holding force and friction force on steel sheet of 1 mm thickness and their effect on wrinkles and wall thickness distribution is analyzed by using Hyper Form software ,their analysis reveals that as the blank holding force increases from 2 KN to 20KN no. of wrinkles form on flange reduced, experimentation is done by using various values and from that it is conclude that friction coefficient have great influences on thickness distribution in deep drawing. ”
“S. Yossifon and j. Tirosh, published a series of articles dealing with simple analysis of the deep drawing process as applied to the formation of cups from metallic materials such as copper, aluminum, steel and stainless steel and “Surya Kumar” published investigation and analysis for the wrinkling behavior of deep drawn die sheet metal component.
“S. Raju, G. Ganesan, R. Karthikeyan, reported that Deep drawing is one of the most important processes for forming sheet metal parts. It is widely used for mass production of cup shapes in automobile, aerospace, Railways and packaging industries. Drawing, also its importance as forming process, also serves as a basic test for the sheet metal formability. The effect of equipment and tooling parameters results in complex deformation mechanism.
“Lo, Hsu and Wilson, expanded upon the earlier work of Yossifon and Tirosh by applying the deep drawing hydro forming theory to the analysis of the hemispherical punch hydro forming process. The purpose of this work was to determine a theoretical method of predicting failure due to wrinkling. ”
“Chandra Pal Singh, studied the deep drawing process parameters like as blank-holder pressure, punch radius, and die radius, material properties, and coefficient of friction to manufacture the part with a minimum defect. ”
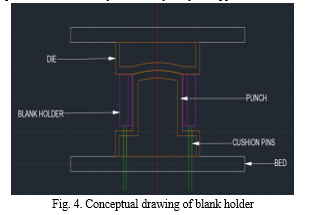
A. Problem Solution
- Addition of Blank Holder
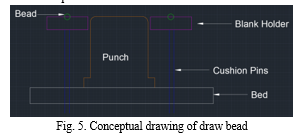
Our main aim is to control the flow of material. We have to develop the area where material is going to hold. It is possible by Blank Holding Concept .Blank holder is used to hold the part of material. The function of which is to facilitate controlled material flow into the die radius.
A constant pressure is applied throughout the entire drawing section when a blank holder is used. Used of Lubricant for slippery moment action. Lubricant are used to flow the material in the rough areas. Lubricants reduce the friction between the blank and the punch and die cavity and can be liquid (wet) or films (dry). Generally, they are applied to the blank before drawing.
VII. COMPONENTS OF TOOL
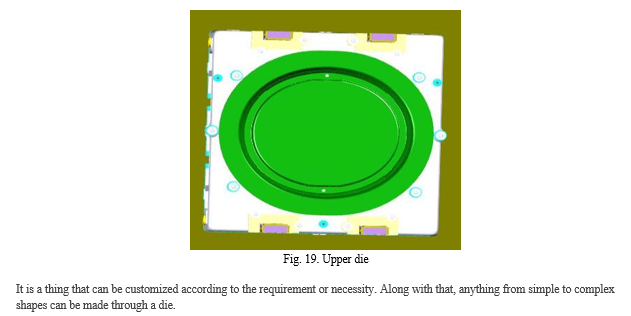
A. Upper Die
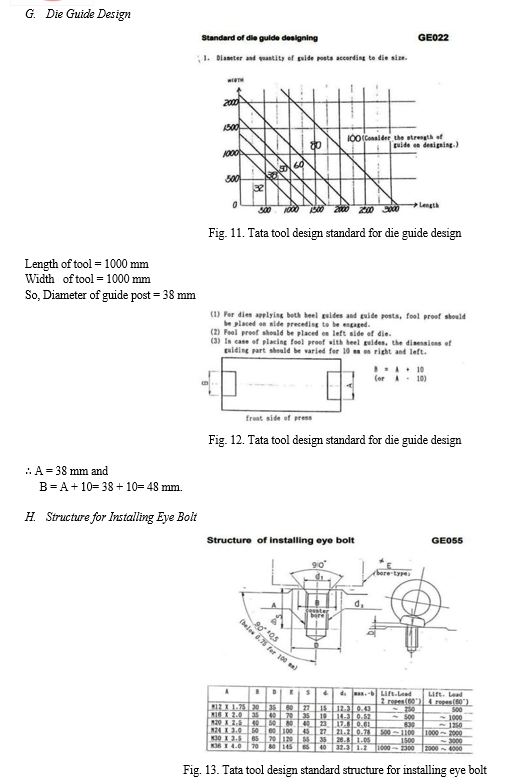
Length = 1000 mm
Width = 1000 mm
Height = 250 mm
Depth = 60 mm
In this, die is used as a female portion to give exact shape to the blank as of the punch .It is made up of casting material FG 300 CrMo. Draw dies create the part shape by controlling metal flow into a cavity and over the forming punch .A die is a pre-shaped tool that works in conjunction with a press to manipulate the material into the desired size and shape. Dies are an essential tool used in the manufacturing industry. They work like molds to create objects in custom and often complex shapes.
VIII. RESULT AND DISCUSSION
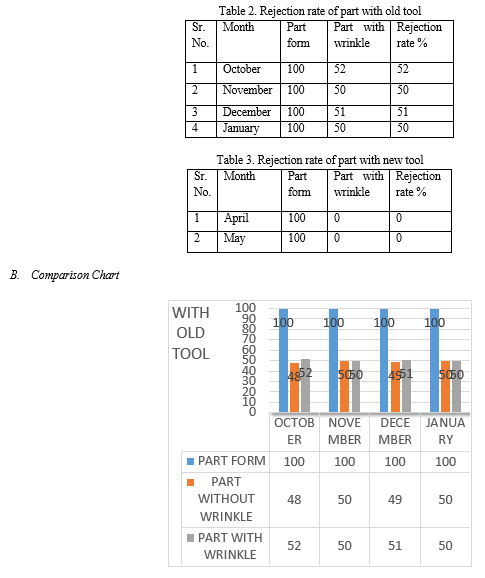
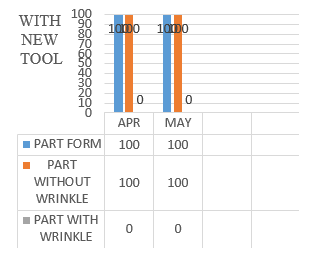
On the basis of this experimentation the outcome shows the comparison of part formed by old tool and new tool. It shows the decreasing in rejection rate due to the implementation new tool. As the part has high rejection rate due to uncontrolled flow of forming, so there is a modification of tool by implementing the blank holder and draw bead which are used to control the forming flow. With this modification, we successfully achieved the elimination of the wrinkles from the part area by controlling the material flow in forming process. As the part form without any wrinkle, the rejection rate of the parts automatically goes down from 50 % to 0 .
A. Observation Tables
IX. FUTURE SCOPE
This research has great potential and should be carried further. Some suggestions for the future work are listed below:
- In the present work, all the experiments were carried out with a single round bead. In future we can perform this experiment on double round bead, single square bead and double square bead as of the requirement of different parts and their geometry.
- In future, the aerospace industry can used this tool according to their requirement to form the part without wrinkle.
- The individual draw bead parameters i.e. draw bead radii, draw bead height on resolving wrinkling can be change so as to make modifications in the draw bead design based on required part to form.
Conclusion
In this study, a blank holder and draw bead concept of tool is used. It has been observed that the part formed by the new tool has rejection rate 0 as the wrinkle defect from the part is totally removed. The following conclusions can be obtained by presented study: 1) Adding the bead over blank holder restrict the flow of material. 2) Draw bead is necessary to avoid wrinkling of component. 3) Clearance between punch and die are equals to sheet thickness. 4) Addition of blank holder and bead are successfully implemented in the tool 5) Wrinkle defect are successfully minimized from 50 % to 0. 6) The effect factor of blank holder and bead are identified. 7) If draw bead are too far from finish part line, then it is unable to supply sufficient force to control the material whereas if it is too close from the part line then material pulled over bead to easily.
References
[1] Cao J, Boyce M. Wrinkle behavior of rectangular plates under lateral constraint. International Journal of Solids and Structure; 34(2): {153}76. (1997) [2] Wang X, Cao J. An analytical model for predicting flange wrinkling in deep drawing. SME;XXVI:{25}30. 1998 [3] Die Design Handbook, , ASTME McGraw Hill Book company Inc., N(1955) [4] Zhang LC, Yu TX, Wang R. Investigation of sheet metal forming by bending, Part II: plastic wrinkling of circular sheets pressed by cylindrical punches. International Journal of Mechanical Sciences ;{31:301}.1989 [5] M. Firat - Computer aided analysis and design of sheet metal forming processes, Part III, Stamping die-face design ,Journal of Materials and Design 28 1311–1320 200 [6] Campion, D.J., 1976, “Tooling for deep drawing”, sheet metal industry’s, pp. -23
Copyright
Copyright © 2022 Mr. Sunny S. Ramteke, Dr. P. D. Kamble, Dr. U. P. Waghe. This is an open access article distributed under the Creative Commons Attribution License, which permits unrestricted use, distribution, and reproduction in any medium, provided the original work is properly cited.

Download Paper
Paper Id : IJRASET45138
Publish Date : 2022-06-30
ISSN : 2321-9653
Publisher Name : IJRASET
DOI Link : Click Here
 Submit Paper Online
Submit Paper Online